

Technische Lösung zur Behebung unausgeglichener Extrusionsgeschwindigkeit einer Kunststoffprofilextrusionslinie mit vier Kavitäten
Technische Lösung zur Behebung unausgeglichener Extrusionsgeschwindigkeit einer Kunststoffprofilextrusionslinie mit vier Kavitäten
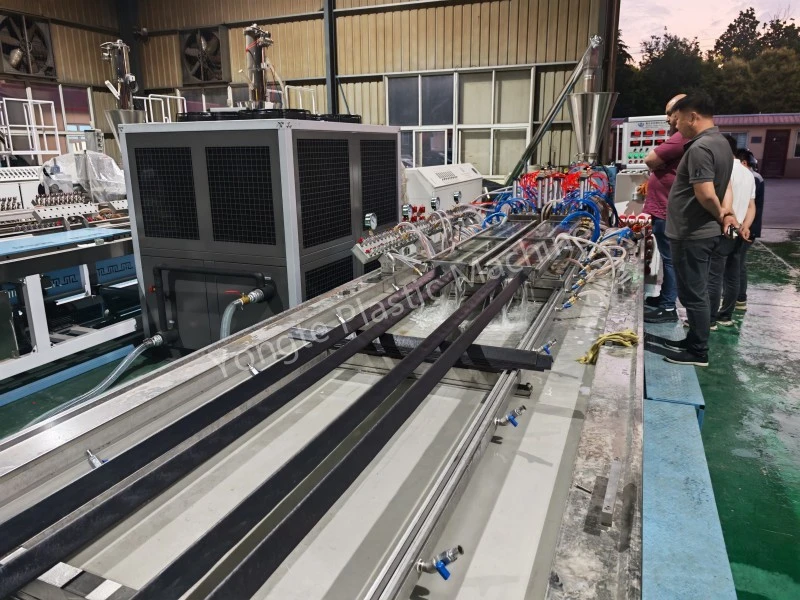
Bei der Produktion von Kunststoffprofilen mit vier Kavitäten ist eine unausgeglichene Extrusionsgeschwindigkeit zwischen den vier Kavitäten ein häufiges technisches Problem. Dieses Problem führt direkt zu einer inkonsistenten Produktmaßgenauigkeit, ungleichmäßigen Wandstärken, fehlerhaften Profilen und einer verringerten Produktionsausbeute, was die Stabilität und Effizienz der Massenproduktion erheblich einschränkt. Basierend auf den tatsächlichen Produktionsmaterialien und Produktspezifikationen der Kunden hat das Ingenieurteam von Yongte ein gezieltes, professionell optimiertes Designschema für Düsen und Unterstützungssysteme entwickelt, um das Problem der inkonsistenten Betriebsgeschwindigkeit von Profilen mit vier Kavitäten gründlich zu lösen und eine hochpräzise, stabile und synchrone Produktion von Extrusionslinien mit vier Kavitäten zu realisieren.
1. Hintergrund technischer Probleme
Herkömmliche integrierte Extrusionsdüsen mit vier Hohlräumen verfügen über eine integrierte Heiz- und Durchflusskontrollstruktur. Die Extrusionsgeschwindigkeit der vier Kavitäten wird durch Faktoren wie ungleichmäßige Verteilung des Schmelzflusses, Temperaturabweichungen in den lokalen Düsenbereichen und Fehler bei der Verarbeitungsanordnung beeinflusst und neigt während der kontinuierlichen Produktion zu Inkonsistenzen. Die Geschwindigkeitsabweichung zwischen den Hohlräumen führt zu Unterschieden in der Profilbildungsgeschwindigkeit und der Kühlschrumpfung, was zu Chargenqualitätsmängeln wie Verzug, Verformung, Größenabweichungen außerhalb der Toleranz und ungleichmäßiger Oberflächenebenheit der fertigen Produkte führt, die den hohen Produktionsanforderungen von Kunststoffprofilen nicht gerecht werden können.
2. Professionell optimiertes Designschema
In Kombination mit den Rohstoffeigenschaften des Kunden, den Produktstrukturparametern und den Produktionsbedingungen vor Ort haben die Yongte-Ingenieure gezielte kundenspezifische Konstruktionen für die Struktur der Matrize, die Flusssteuerung, das Traktionsschneiden und das Hilfsfördersystem mit detaillierten technischen Lösungen wie folgt durchgeführt:
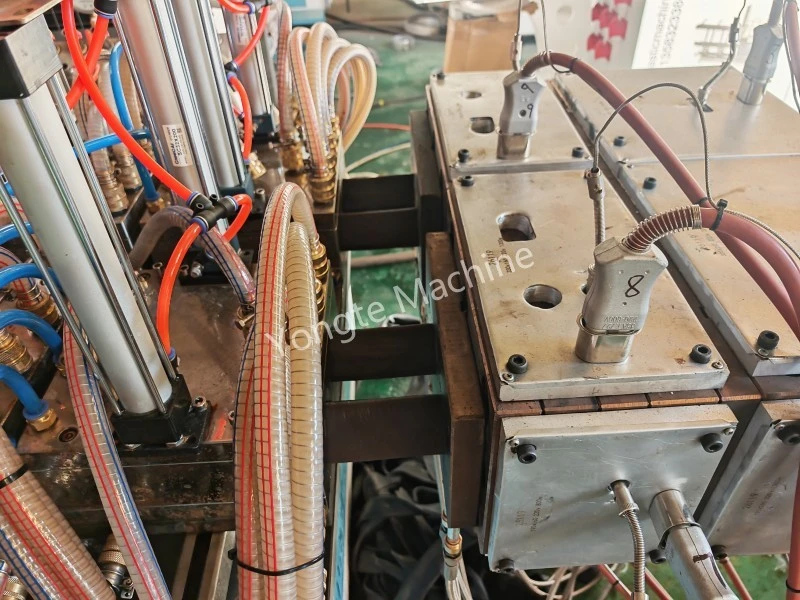
2.1 Doppeldüsenkörperstruktur mit unabhängiger Temperaturregelung
Der ursprüngliche integrierte Matrizenkörper mit vier Kavitäten ist auf a optimiertDoppelte unabhängige Matrizenkörperstruktur, wobei jeder Düsenkörper mit zwei Extrusionshohlräumen ausgestattet ist. Die beiden Sätze von Düsenkörpern sind im strukturellen Design und im Temperaturkontrollsystem völlig unabhängig. Jeder Düsenkörper ist mit einem unabhängigen Heizmodul und einer Temperatursteuereinheit ausgestattet, die eine separate präzise Temperatureinstellung und eine konstante Temperaturregelung ermöglichen. Dieses Design löst wirksam das Problem der inkonsistenten Schmelzfließfähigkeit, die durch eine Abweichung der integralen Düsentemperatur verursacht wird, stabilisiert den Kunststoffschmelzzustand jedes Hohlraums gegenüber der Quelle und beseitigt die grundlegende Ursache für Geschwindigkeitsunterschiede zwischen verschiedenen Düsenkörpern.

2.2 Unabhängiger Durchfluss-Einstellmechanismus für Einzeldüsenkörper
Jeder unabhängige Düsenkörper ist mit einer speziellen Durchfluss-Einstellmutter ausgestattet. Bei Geschwindigkeitsabweichungen der beiden Hohlräume innerhalb desselben Einzeldüsenkörpers, die durch winzige Strömungsunterschiede und Montagefehler verursacht werden, kann eine Online-Feineinstellung über die Durchflusseinstellmutter erfolgen. Durch die präzise Einstellung des Schmelzezufuhrstroms einer einzelnen Kavität kann die Extrusionsgeschwindigkeit der beiden Kavitäten im selben Düsenkörper vollständig synchron gehalten werden, wodurch eine Kalibrierung der Kavitätsgeschwindigkeit auf Mikroebene realisiert und die Gleichmäßigkeit der Extrusionsleistung und Formgeschwindigkeit jeder Kavität in derselben Gruppe sichergestellt wird.
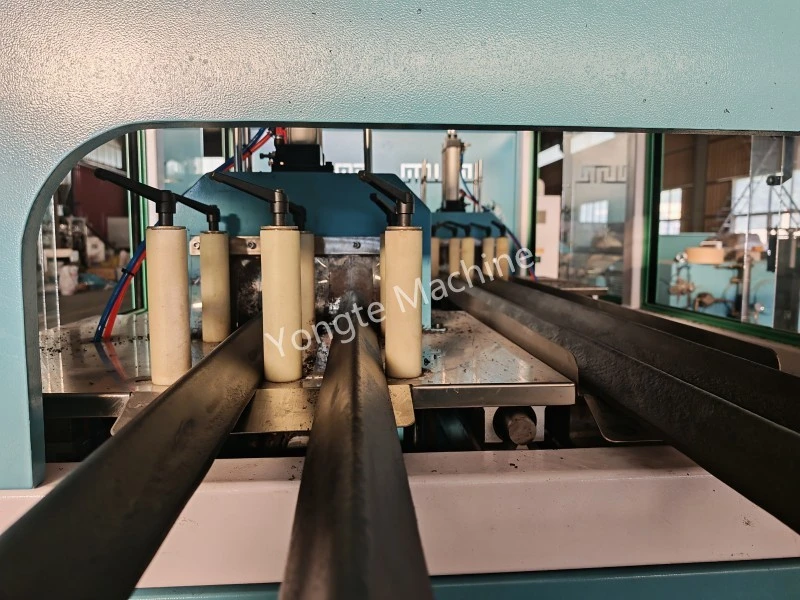
2.3 Duales unabhängiges Traktionsgeschwindigkeitskontrollsystem
Zwei Sätze unabhängiger Traktionssysteme sind so konfiguriert, dass sie zum Dual-Matrizen-Körper und zum Doppelgruppen-Hohlraumlayout passen. Im Gegensatz zum herkömmlichen Einzeltraktionsmodus, der vier Hohlräume gleichzeitig antreibt, arbeiten die beiden Antriebsausrüstungssätze unabhängig voneinander mit separaten Geschwindigkeitssteuerungsprogrammen. Das System kann die Traktionsgeschwindigkeit der beiden Gruppen von Profilen mit zwei Kavitäten unabhängig an die tatsächliche Extrusionsgeschwindigkeit der beiden Düsenkörper anpassen und so eine dynamische Anpassung von Extrusionsgeschwindigkeit und Traktionsgeschwindigkeit realisieren, Profildehnung, -schrumpfung und Maßabweichungen durch asynchrone Traktion vermeiden und darüber hinaus die Gesamtgeschwindigkeitskonsistenz der vier Kavitäten sicherstellen.

2.4 Unabhängiges Schneidsystem mit fester Länge
Entsprechend der Doppelgruppen-Extrusions- und Traktionsstruktur sind zwei Sätze unabhängiger Schneidsysteme für separate Schneidvorgänge mit fester Länge ausgestattet. Jedes Schneidsystem verfolgt und passt die Laufgeschwindigkeit und den Vorschubhub der entsprechenden Profilgruppe unabhängig an. Der unabhängige Schnittsteuerungsmodus eliminiert Schnittfehler und Längeninkonsistenzen, die durch einheitliches Schneiden von Profilen mit geringfügigen Geschwindigkeitsunterschieden verursacht werden, stellt die Schnittgenauigkeit bei fester Länge jedes Hohlraumprofils sicher und verbessert die Produktqualifizierungsrate.
2.5 Passendes automatisches Förder- und Stapelsystem
Es werden zwei Sätze unabhängiger Förder- und Stapelgestelle konfiguriert, die genau auf die dualen Schneidsysteme abgestimmt sind. Nach Abschluss des Schneidens mit fester Länge durch die Schneidausrüstung schließt die Förder- und Stapelausrüstung automatisch die Materialannahme-, Förder- und Stapelarbeiten der entsprechenden Profilgruppe ab. Der synchrone und unabhängige Betrieb des Fördersystems vermeidet Materialansammlungen, Extrusionen und Förderverwirrungen, die durch asynchrone Geschwindigkeiten verschiedener Hohlraumprofile verursacht werden, gewährleistet den reibungslosen und kontinuierlichen Betrieb der gesamten Produktionslinie und realisiert eine automatisierte und geordnete Produktion.

3. Technische Vorteile und Produktionseffekte
Durch das oben beschriebene systematische, maßgeschneiderte Design wird das Problem der inkonsistenten Extrusionsgeschwindigkeit mit vier Kavitäten bei der Kunststoffprofilproduktion vollständig gelöst. Die unabhängige Temperaturregelung mit zwei Düsen, die Feineinstellung des Durchflusses in einer Gruppe und das doppelte unabhängige Traktions- und Schneidsystem bilden ein vollständiges Geschwindigkeitskalibrierungs- und Synchronsteuerungssystem. Das Schema hat die folgenden wesentlichen Vorteile: Erstens realisiert es die Quellensteuerung des Schmelzflusses und der Temperatur und eliminiert den anfänglichen Geschwindigkeitsunterschied der Extrusion; Zweitens realisiert es eine dynamische Feinanpassung der Geschwindigkeit im Produktionsprozess, um einen langfristigen synchronen Betrieb von vier Kavitäten sicherzustellen. Drittens verbessert das passende automatisierte Hilfssystem die Produktionsstabilität und die Konsistenz der Endprodukte.
Nach der Produktionsüberprüfung vor Ort reduziert dieses optimierte Design effektiv die Maßtoleranz und die Formungsfehlerrate von Profilen mit vier Hohlräumen, verbessert die allgemeine Produktionsstabilität und Produktionseffizienz der Extrusionslinie und eignet sich für die langfristige und standardisierte Produktion verschiedener Kunststoffprofile in großen Mengen.

Ähnliche Neuigkeiten
- Lieferung einer 4-fach-Kunststoffprofil-Produktionslinie nach Jordanien nach erfolgreicher Inbetriebnahme
- Professionelle Lösungen gegen Vergilbung, Streifen und Sprödigkeitsrisse an Türoberflächen aus Holz-Kunststoff-Verbundwerkstoff
- Extrusionsmaschine für recycelte Kunststoffprofile mit 4 Hohlräumen. Erreichen Sie eine hohe Geschwindigkeit von 8 Metern/Minute
- Lösung für Produktionsprobleme bei WPC-Extrudern
- Welches Material kann in der Yongte WPC-Maschine verwendet werden?
- Produktionslinie für das Recycling von Alttextilien erfolgreich getestet
Hinterlassen Sie mir eine Nachricht











