

Wie kann die Produktionsgeschwindigkeit einer WPC-Terrassendielen-Extrusionslinie verbessert werden?
Optimierung der Produktionsgeschwindigkeit für WPC-Terrassendielen-Extrusionslinien: Ein umfassender Leitfaden
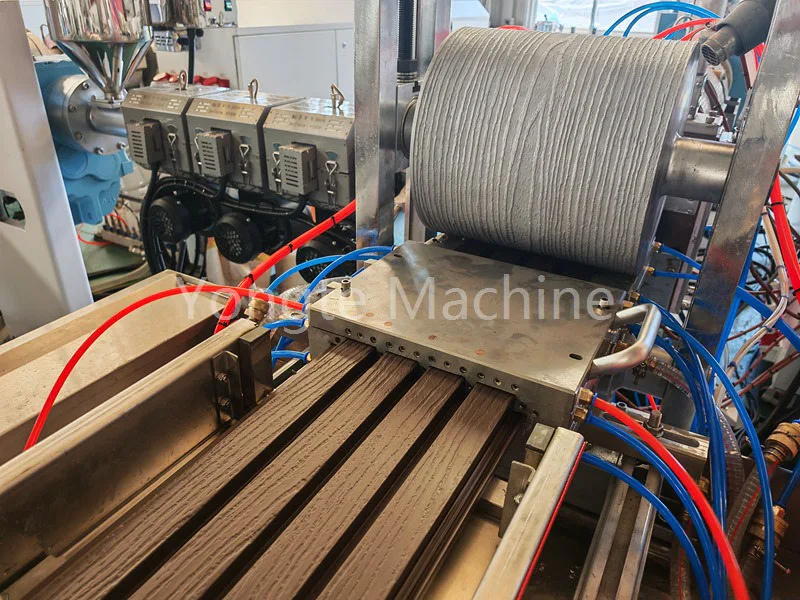
Yongte ist ein professioneller Hersteller für HochgeschwindigkeitsprodukteExtrusionslinie für WPC-Terrassendielen mit hoher Kapazität zur Herstellung hochwertiger WPC-Terrassendielenprodukte. Um die Produktionsgeschwindigkeit zu maximierenExtrusionslinie für WPC-Terrassendielens, die Kernstrategie konzentriert sich auf fünf miteinander verbundene Ziele: Stabilisierung der Plastifizierungseffizienz, Minimierung des Materialwiderstands, Ermöglichung einer schnellen Abkühlung, Gewährleistung der Synchronisierung der gesamten Linie und Reduzierung von Ausfallzeiten – und das alles unter Einhaltung strenger Produktqualitätsstandards.

I. Formulierung und Rohstoffvorbehandlung (Grundlage für eine reibungslose Extrusion)
1. Optimieren Sie die Formulierung, um die Fließfähigkeit und thermische Stabilität zu verbessern
· Kompatibilitätsmittel/Linker: Fügen Sie ausreichend mit Maleinsäureanhydrid gepfropftes PE/PP (z. B. MAH-g-PE) hinzu, um die Haftung zwischen Holzpulver und Kunststoff zu verbessern und dadurch Agglomeration und Schmelzbruch zu reduzieren.
· Schmiersystem:
o Interne Schmiermittel (z. B. Stearinsäure, PE-Wachs) verringern die Schmelzviskosität und verringern dadurch die Scherwärme der Schnecke und die Belastung der Haupteinheit.
o Externe Schmiermittel (z. B. Paraffin, oxidiertes Polyethylenwachs): Reduzieren die Reibung zwischen Material und Zylinder/Form und senken den Extrusionsdruck.
o Die Gesamtzugabemenge sollte innerhalb von 1–3 % liegen, um übermäßiges Gleiten von außen zu verhindern, das zu Schichtung und Oberflächenfehlern führen kann.
· Füllung und Holzpulver: Der Feuchtigkeitsgehalt von Holzpulver sollte auf ≤3 % kontrolliert werden, mit einheitlicher Partikelgröße (80–120 Mesh); Aktiviertes Calciumcarbonat sollte ausgewählt werden, um die Ölabsorption und den Viskositätsanstieg zu verringern.
2. Mischen und Vorplastifizieren (Front-End-Engpass)
· Hochgeschwindigkeits-Heißmischen in Kombination mit Kaltmischen gewährleistet ein gleichmäßiges Mischen ohne tote Zonen und verhindert so lokalisiertes „totes Material“ oder Agglomeration.
· Wenn möglich, kann der Vormahlprozess integriert werden, um pulverförmige Materialien zu Granulat zu verschmelzen und so eine stabilere Zuführung, schnellere Plastifizierung und eine 20–30 % höhere Liniengeschwindigkeit zu gewährleisten.

II. Extruder-Host und Schnecke (Kern-Stromversorgungseinheit)
1. Optimierung von Schnecke und Zylinder
· Paralleldoppelschnecken mit hohem Aspektverhältnis (L/D=40–48) und hohem Drehmoment werden ausgewählt, um die Scher- und Mischleistung zu verbessern, wodurch sie für hochfüllende WPC-Formulierungen geeignet sind.
· Schneckenkombination: Erhöhen Sie das Volumen des Förderabschnitts, optimieren Sie die Anordnung von Mischblock/Scherblock, reduzieren Sie die Scherwärme und verbessern Sie die Fördereffizienz unter der Voraussetzung der Plastifizierung.
· Formzylinderheizung: nutzt zonenweise Präzisionstemperaturregelung (PID) mit Temperaturschwankungen ≤±1 ℃, um lokale Überhitzung oder unzureichende Plastifizierung zu verhindern.
2. Geschwindigkeits- und Lastanpassung (Schlüssel zur Beschleunigung)
· Motorgeschwindigkeit: Erhöhen Sie die Geschwindigkeit schrittweise und behalten Sie dabei 70–90 % des Nenndrehmoments und einen stabilen Strom bei (PE/PP-Systeme können 150–250 U/min erreichen).
· Zuführungssynchronisation: Es kommt ein Gewichtsverlustförderer zum Einsatz, der in einem geschlossenen Regelkreis mit der Drehzahl der Hauptmaschine verbunden ist, um eine Füllrate der Schneckenschlitze von 70–90 % zu gewährleisten und so „Leerlauf“ oder Überlastung zu verhindern.
· Vakuumsystem: Hält ein stabiles Hochvakuum (-0,08 bis 0,09 MPa) aufrecht, entfernt sofort Wasserdampf und flüchtige Bestandteile, reduziert Blasen, verbessert die Oberflächenqualität und erhöht die Verarbeitungsgeschwindigkeit.

III. Form und Einstellung (Bestimmen der maximalen linearen Geschwindigkeit)
1. Formdesign und Fließkanaloptimierung
· Der durch CFD-Simulation optimierte Hänge- und Fischschwanz-Düsenkopf verfügt über einen glatten Strömungskanal und eine gleichmäßige Druckverteilung, wodurch Materialanhaftungen und lokale Überhitzung vermieden werden können.
· Der Spalt der Düse ist angemessen und das Kompressionsverhältnis ist moderat (3–5:1), was den Extrusionsdruck und den Schmelzwiderstand verringert.
· Formerwärmung: Mit zonenweiser Temperaturregelung und ausreichender Heizleistung wird sichergestellt, dass die Temperatur der Schmelze im Formhohlraum gleichmäßig ist und die Fließfähigkeit konstant ist.
2. Kalibrierungssystem (Kernengpass zur Geschwindigkeitsverbesserung)
· Der verlängerte Stelltisch (typischerweise 8–12 m) vergrößert die Kühlfläche und die Kontaktzeit.
· Kühlmitteldurchgang:
o Das zirkulierende Wasser mit hohem Durchfluss und niedriger Temperatur (15–25 °C) wird verwendet, um die Wärme schnell abzuleiten und die Abbindezeit zu verkürzen.
o Mehrpunktsprühen in der Form und Vakuumadsorption sorgen dafür, dass das Profil schnell an der Form haftet, die Dimensionsstabilität beibehält und Verformungen verhindert werden.
· Vakuumstabilität: Stellt sicher, dass das Profil bei gleichmäßiger Kühlung vollständig im Formwerkzeug absorbiert wird, wodurch die Zuggeschwindigkeit deutlich erhöht wird.
IV. Traktion, Kühlung und hinterer Bereich (synchron über die gesamte Linie)
1. Traktionssystem
· Die Mehrwalzen-Traktionsmaschine mit hoher Reibung ist im geschlossenen Regelkreis (PID) mit der Hauptmaschinengeschwindigkeit synchronisiert, wobei die lineare Geschwindigkeitsschwankung ≤ ± 0,1 m/min beträgt.
· Anpassende Extrusionsrate der Traktionsgeschwindigkeit: Unter der Voraussetzung, dass eine formgebende Kühlung möglich ist, erhöhen Sie die Traktion schrittweise, um „Hochgeschwindigkeits-Extrusion + Hochgeschwindigkeits-Traktion“ zu erreichen.
2. Kühlsystem (Sekundärkühlung)
· Erweitern Sie den Sprühkühlwassertank (5–10 m), um sicherzustellen, dass die Profile nach dem Verlassen des Formtisches schnell auf Raumtemperatur abkühlen und so eine spätere Verformung oder ein schlechter Schnitt vermieden wird.
· Hilfslüfter: Oberflächenerzwungene Luftkühlung zur Verbesserung der Kühleffizienz.
3. Schneiden und Palettieren (Reduzierung von Ausfallzeiten)
· Die Produktion läuft kontinuierlich ohne Unterbrechung.
· Optimieren Sie die Schnittparameter, um Grate und Abfall zu reduzieren und die Häufigkeit von Werkzeugwechseln und -reinigungen zu verringern.
· Automatisches Palettieren/Stapeln: Reduziert manuelle Eingriffe und verbessert die Produktionseffizienz.

V. Prozesskontrolle und Intelligenz (Stabilisierte Beschleunigung)
· Optimierung der Temperaturkurve:
o Der Zylinder: niedrige Temperatur im Zufuhrbereich (Anti-Brückenbildung) → allmähliche Erwärmung im Plastifizierbereich → konstante Temperatur im Homogenisierungsbereich → etwas höher im Düsenkopf (um die Fließfähigkeit aufrechtzuerhalten).
o Vermeiden Sie das Muster „vorne niedrig, hinten hoch“, um unzureichende Plastifizierung und Druckspitzen zu vermeiden.
· Drucküberwachung:
Halten Sie den Düsenkopfdruck in einem angemessenen Bereich (z. B. 10–18 MPa). Wenn erhebliche Druckschwankungen auftreten, reduzieren Sie die Geschwindigkeit oder überprüfen Sie die Formulierung/Form.
· Integrierte Systemsteuerung:
Die SPS verwaltet alle Komponenten, einschließlich Host, Zuführung, Vakuum, Traktion, Kühlung und Schneiden, mit One-Touch-Start/Stopp und Parameteranpassung in Echtzeit.
· Online-Inspektion:
Laser-Durchmessermessung, Echtzeit-Feedback von Dicke/Breite, automatische Feinabstimmung von Zugkraft/Temperatur, Reduzierung von Ausschuss und Ausfallzeiten für Anpassungen.

Zusammenfassung
Um eine umfassende Optimierung zu erreichen, müssen Verbesserungen mehrere kritische Bereiche umfassen: Formel- und Rohmaterialvorbehandlung, Extrusionshauptmaschine und Schneckenkonfiguration, Formenbau und Formgebungssysteme, Traktionskühlung und nachgelagerte Prozesse sowie Prozesssteuerung und intelligente Managementsysteme. Erstens bildet die Optimierung der Materialformel zur Verbesserung der Fließfähigkeit und thermischen Stabilität – kombiniert mit präzisem Mischen und Vorplastifizieren – die grundlegende Grundlage für eine reibungslose Extrusion. Zweitens dient die Modernisierung der Schrauben-Zylinder-Baugruppen bei gleichzeitiger Sicherstellung einer optimalen Geschwindigkeits-Last-Anpassung als entscheidender Faktor für die Geschwindigkeitssteigerung. Drittens sind ein ausgefeiltes Formdesign, die Optimierung der Fließkanäle und Verbesserungen des Vakuumformtisches entscheidende Faktoren für die Maximierung der Liniengeschwindigkeit. Darüber hinaus erleichtert die nachgelagerte Prozessoptimierung – einschließlich Traktionssystemen, Kühllinien und automatisiertem Schneiden/Palettieren – die Synchronisierung der gesamten Linie und minimiert Produktionsausfallzeiten. Schließlich sorgen fortschrittliche Prozesssteuerung und intelligente Technologien für eine stabile, konsistente Produktion und ermöglichen so nachhaltige Geschwindigkeitsverbesserungen ohne Beeinträchtigung der Produktqualität.
Ähnliche Neuigkeiten
- Lösung für Produktionsprobleme bei WPC-Extrudern
- Welches Material kann in der Yongte WPC-Maschine verwendet werden?
- Produktionslinie für das Recycling von Alttextilien erfolgreich getestet
- Vergleich von WPC für den Innenbereich und WPC für den Außenbereich
- Mitteilung über die Annahme einer Testversion für Projektausrüstung für das Recycling und die Wiederverwendung von Altkleidern
- Recyclinglösung für Zementsäcke von Yongte: Verwandeln Sie Abfall in hochwertige Zaunpfosten aus Kunststoff
Hinterlassen Sie mir eine Nachricht











